
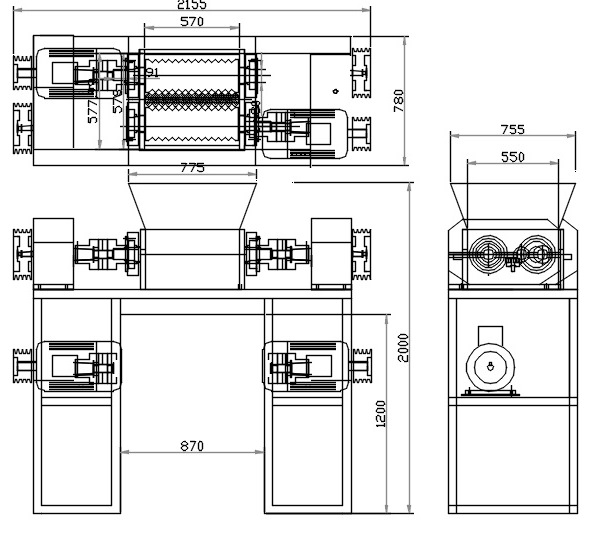
Схема:
Назначение:
Установка предназначена для измельчения отходов полимерных пленочных материалов и других тонкостенных изделий из полиэтилена высокого давления ПВД, ПНД, ПП,ПС,ПТФ И может быть использована самостоятельно или в составе комплексов по переработки пленочных отходов. Принцип действия. В шредере пленка измельчается роторными ножами закрепленными на двух вращающихся на встречу валах. Также в конструкции шредера предусмотрены и неподвижные ножи корпуса, два боковых и один центральный. Дробление материала происходит за счет взаимодействия ножей ротора и корпуса. Полученная фракция - лоскуты не правильной формы диаметром 10-50 мм. Перерабатываемый материал - Полимерные пленочные отходы.
Технические характеристики:
|
Частота вращения ротора |
100 |
об/мин |
|
Производительность |
300…1000 |
кг/час |
|
Установленная мощность измельчителя |
44 |
кВт |
|
Напряжение питания / частота |
380/50 |
В/Гц |
|
Габаритные размеры |
2000х780х750 |
мм х мм х мм |
|
Размер загрузочного проема |
570*550 |
мм |
|
Величина получаемой фракции |
10…50 |
мм |
|
Количество ножей– подвижных |
56 |
шт. |
|
Количество ножей - неподвижных |
3 |
Шт. |
|
Эл. двиг. 22кВт/1500 (АИР180S2) |
2 |
шт. |
|
Корпус сталь толщиной 30мм |
1 |
Шт. |
|
Понижающие редукторы |
2 |
Шт. |
|
Масса |
1200 |
кг |
Состав и комплектность:
Перерабатываемый материал - Полимерные пленочные отходы ПП, ПВД, ПНД,ПС, ПТФ Производимая продукция - Дробленый вторичный пластик в виде частиц неправильной формы с размерами 10 - 50 мм (дробленка).
В комплект поставки входит.
Шредер состоит из;
- стального корпуса, станины, на которой смонтированы все узлы и агрегаты аппарата.
- рабочей камеры для загрузки перерабатываемого материала.
- Двух валов с ножами для измельчения пленочных отходов, вращающихся через понижающие редукторы (ц2у200-10) от электродвигателей (АИР180S2)
- Защитных кожухов.
Устройство и принцип работы:
Инструкция по эксплуатации
|








